


设计要满足机床受力的需要。例如铣床要知道什么是顺铣,什么是逆铣及它们的受力情况。满足六个自由度的需要。减少工件变型的需要。适应工件形状变化的需要。要考虑在加工中切削力相互抵消,来减轻工装的重量和夹紧力。工装设计要人性化。工作设计要考虑工人的加工习惯。工装设计的零部件要尽可能统一性,便于工装的制造与维修。





浇口截面积。改变浇口截面积会使收缩率发生变化,收缩率随浇口尺寸变大而变小,这与树脂的流动性有关。塑件壁厚。对于非结晶树脂,壁厚大,收缩率大,对于结晶树脂,则必须避免壁厚发生较大变化。多模腔时,如果模腔壁厚有差异,收缩率也将产生差异。增强材料含量。用玻璃纤维增强树脂时,玻璃纤维含量越多,收缩率越小,流动方向的收缩率比横向收缩率小。为了防止扭曲、翘曲,还必须考虑浇口形状、位置和数量的影响。
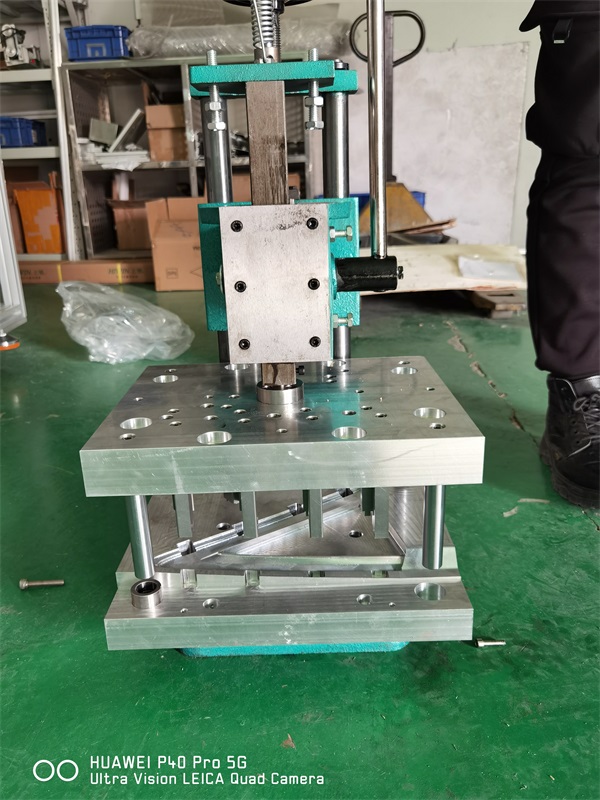
逃孔不够:冲头压板逃孔尺寸或深度不够,冲头和剥料板逃部不一般为剥料板损坏。异物进入:制品吹出弹回,模零件崩损坠落,螺丝杰出模面或其他物品进入模内,都可能损坏下模、剥料板或冲头,导柱。组立错误:错装零件位置、方向而损坏。弹簧因素:弹簧力不或开裂或等高套不等高使剥料板歪斜,或弹簧配制不常,形成堆叠冲打损坏零件。冲压不妥:作业高度调整过低,导柱失油,料条误送或冲半料,周边设备如送、放、收料机损坏,空气管未装或未开,冲床异常等,所形成的损坏。维修不妥:该换而未换或螺丝未锁紧或未按原状复原而形成上述各点发生。





 在线客服
在线客服 13752195325
13752195325 slix_zzh@126.com
slix_zzh@126.com


